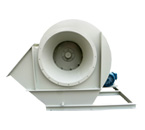
介紹玻璃離心通風機葉輪改進工藝
發(fā)布者: 正州環(huán)保 時間:2021-12-8 9:43:55
某種型號電機原配裝的離心式通風機,經常出現(xiàn)葉輪損壞現(xiàn)象����。維修時經檢查發(fā)現(xiàn)葉輪出現(xiàn)故障較多的原因是�,葉片疲勞點斷裂使動平衡后配重塊失去平衡作用�。
葉輪損壞后增加了風機的維修量和備件的更換費用,嚴重時斷裂的葉片還會飛入被冷卻的主電機��,從而造成主電機事故��,有必要進行相關的技術改進����。
葉輪改進前的狀況
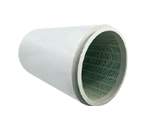
改進前的離心式通風機葉輪要求在φ290的圓周上,均勻安裝56片厚度為2mm的圓弧形葉片��,各葉片與輪盤�、輪蓋采用葉片兩端自帶的4個凸耳鉚接而成。
改進前葉輪在鉚接裝配時需要注意:將葉輪兩端的凸耳部分穿入輪盤、輪蓋上相應的安裝定位孔���,在保證葉輪正確的旋向及各葉片與輪盤����、輪蓋的垂直度后�����,彎曲葉片兩端的凸耳部分�,將4個凸耳分別與輪盤��、輪蓋鉚接緊密而成��。
改進前葉輪裝配出現(xiàn)的問題:
(1)葉片與輪盤�����、輪蓋裝配時�,56個葉片與輪盤、輪蓋的定位安裝不易��。裝配時先將各葉片穿入輪盤上的安裝孔��,再將長度一致的各葉片逐一穿入輪蓋上的孔。在穿入下一葉片時���,經常發(fā)生因輪蓋要輕微抬高而導致將已穿好的葉片從孔中脫出的現(xiàn)象���;
(2)各葉片與輪盤、輪蓋的垂直度不易調整保證��。因葉片兩端的凸耳在鉚接時扣倒方向一致��,常會發(fā)生輪蓋向一個方向旋扭傾斜現(xiàn)象���;
(3)葉片����、輪盤��、輪蓋所用材質料厚均較薄����,動平衡時所采用的增重平衡塊只能卡裝在葉片上。由于裝配該風機的主電機時環(huán)境比較惡劣�����,有的在沙漠,有的在濕地���,均為露天作業(yè)����。蚊蟲���、灰塵���、雨水經常被吸入����,粘附在葉輪上。由于葉輪葉片過密����,粘附物不易完全去除,易使葉輪動平衡被破壞����;
(4)風機在連續(xù)工作制的運行狀態(tài)下,葉輪由于在外界因素所造成的不平衡狀態(tài)下長時間運行���,會使葉片在達到疲勞極限后�����,從兩端鉚接處的凸起部位撕裂����,發(fā)生故障。
葉輪的技術改進
因該型通風機外形小巧����,在主電機上安裝時占用的空間位置不大,用戶對此比較認可����。所以在改進時保留了原通風機的蝸殼組件、進風口組件及進氣箱���,著重針對葉輪進行了重新核算設計�����,以消去原葉輪存在的缺陷��。
設計改進時保證了以下幾點:
(1)新葉輪的寬度≤原葉輪的寬度���,以保證葉輪與進風口的穩(wěn)定距離���;
(2)新葉輪的外徑≤原葉輪的外徑,保證能順利安裝����;
(3)新葉輪葉片數(shù)量少于原葉輪葉片的數(shù)量,加工工藝性能優(yōu)于原葉輪的工藝性能(利于各配件的加工成型及葉片與輪盤��、輪蓋的總裝)�;
(4)整體葉輪的強度、剛度大于原葉輪��,同時滿足風機運行所需的性能系數(shù)����;
(5)配裝新葉輪風機的空氣動力性能優(yōu)于裝配原葉輪的風機�。
綜合以上各點要求,進行詳細的分析�、計算與理論驗證,以保證新設計葉輪的可靠性和空氣動力性能�����。
該葉輪采用了32個葉片(其中加強型葉片4個,常規(guī)葉片28個)����,各葉片與輪蓋、輪盤的接合部位均要求滿焊����。同時將各葉片厚度增加到3mm,輪盤厚度增加到5mm��,輪蓋的厚度增加到4mm�。葉輪裝配改進后,各配件自身的強度增大�,保證了焊接組件結構的穩(wěn)定性和運行的可靠性。
為保證焊接時各葉片與輪盤�、輪蓋的垂直度以及在圓周上的均布等分,制作了一套焊接工裝�。因葉片數(shù)量減少,各葉片與輪盤���、輪蓋間可順利實施滿焊���。焊接時采取工藝措施,防止葉輪的焊接變形����。葉輪動平衡時所增加的平衡塊要焊牢在輪盤���、輪蓋內側的相應位置。
葉輪改進前后對比分析
新葉輪焊接制出后���,將原風機的蝸殼�����、進風口及進氣箱�,與原型號風機裝配在一起�,然后在主電機上安裝、在相同試驗條件的工況下做對比試驗���。兩種葉輪所裝配的風機在相同工況下運行測試的性能指標���。
從試驗結果來看,安裝改進后葉輪的離心通風機效果更好��。被冷卻電機的主極溫升���、副極溫升���、電樞溫升,比安裝原葉輪玻璃離心風機時有明顯降低�,且通風機電機運行電流較低,在持續(xù)作業(yè)的工作狀況下�����,風機電機不易過電流�����。
生產應用
在改進型葉輪試驗成功后�����,已停止進行原葉輪的生產?����,F(xiàn)裝配于主電機的離心式通風機均配裝了改進型葉輪���,不僅去除了原葉輪存在的危險隱患�����,同時使通風機的空氣動力性能也有了較大幅度的提高���。
正州風機(熱線:4000-602-603)10年專注通風與廢氣處理工程服務.主要產品有:玻璃鋼風機,軸流風機,離心風機,斜流風機,PP風機,屋頂風機,風機配件,酸洗設備,酸霧廢氣處理設備等.正州風機專業(yè)品質,創(chuàng)新技術,努力成為行業(yè)佼佼者����。


















 189-2315-4326
189-2315-4326
 首頁
首頁